Náhrobný kameň
Pozadie
Náhrobné kamene sú známe pod mnohými rôznymi názvami, ako sú pamätné kamene, značky hrobov, náhrobné kamene a náhrobné kamene.To všetko sa vzťahuje na funkciu náhrobných kameňov;uctenie pamiatky a spomienky na zosnulých.Náhrobné kamene boli pôvodne vyrobené z poľných kameňov alebo kusov dreva.V niektorých lokalitách boli na telo umiestnené kamene (označované ako „vlčie kamene“), aby zabránili vyhrabávajúcim sa zvieratám odkryť plytký hrob.
História
Archeológovia našli neandertálske hroby staré 20 000 až 75 000 rokov.Telá boli objavené v jaskyniach s veľkými skalnými hromadami alebo balvanmi pokrývajúcimi otvory.Predpokladá sa, že tieto hrobové miesta boli náhodné.Zranení alebo umierajúci boli pravdepodobne ponechaní, aby sa zotavili, a skaly alebo balvany boli vytlačené pred jaskyňou na ochranu pred divou zverou.Jaskyňa Sharindar v Iraku bola domovom telesných pozostatkov človeka (asi 50 000 pred Kristom) s kvetmi rozsypanými okolo tela.
Postupom času sa vyvinuli rôzne iné spôsoby pochovávania.Číňania boli prví, ktorí použili rakvy na uloženie svojich mŕtvych niekedy okolo roku 30 000 pred Kristom Mumifikáciu a balzamovanie použili okolo roku 3200 pred Kristom na uchovanie tiel egyptských faraónov pre posmrtný život.Faraónov by umiestnili do sarkofágu a pochovali so sochami predstavujúcimi ich služobníkov a dôveryhodných poradcov, ako aj zlatom a luxusom, aby sa zabezpečilo ich prijatie vo svete za nimi.Niektorí králi požadovali, aby ich skutoční služobníci a poradcovia sprevádzali v smrti, a služobníci a poradcovia boli zabití a umiestnení do hrobky.Obľúbenou metódou likvidácie mŕtvych bola aj kremácia, ktorá začala približne v rovnakom čase ako mumifikácia.Dnes predstavuje 26 % metód likvidácie v Spojených štátoch a 45 % v Kanade.
S rozvojom náboženstiev sa na kremáciu začalo pozerať zhora.Mnohé náboženstvá dokonca zakázali kremáciu a tvrdili, že to pripomína pohanské rituály.Uprednostňovanou metódou bol pohreb a niekedy boli mŕtvi uložené celé dni v dome, aby si ľudia mohli uctiť.V roku 1348 zasiahol Európu mor a prinútil ľudí pochovávať mŕtvych čo najskôr a ďaleko od miest.Tieto rituály smrti a pohrebu pokračovali, až kým sa cintoríny nezaplnili a kvôli početným plytkým hrobom pokračovali v šírení chorôb.V roku 1665 anglický parlament rozhodol v prospech len malých pohrebov a zákonná hĺbka hrobov bola stanovená na 6 stôp (1,8 m).Tým sa znížilo šírenie chorôb, no mnohé cintoríny boli naďalej preľudnené.
Prvý cintorín podobný tým, ktorý vidíme dnes, bol založený v Paríži v roku 1804 a nazýval sa „záhradný“ cintorín.Pèere-Lachaise je domovom mnohých známych mien ako Oscar Wilde, Frederick Chopin a Jim Morrison.Práve na týchto záhradných cintorínoch sa náhrobný kameň a pamätníky stali prepracovanými dielami.Sociálne postavenie človeka určovalo veľkosť a umenie pamätníka.Skoré pamätníky zobrazovali strašné scény s kostrami a démonmi, aby v živých vyvolali strach z posmrtného života.Neskôr v devätnástom storočí sa náhrobné kamene vyvinuli v prospech pokojných scén, ako sú cherubíni a anjeli, ktorí vedú zosnulých nahor.Spojené štáty americké založili svoj vlastný vidiecky cintorín The Mount Auburn Cemetery v Cambridge v štáte Massachusetts v roku 1831.
Suroviny
Skoré náhrobné kamene boli vyrobené z bridlice, ktorá bola dostupná lokálne na začiatku Nového Anglicka.Ďalším materiálom, ktorý sa stal populárnym, bol mramor, ale po čase mramor erodoval a mená a podrobnosti o zosnulých boli nerozlúštiteľné.V roku 1850 sa žula stala preferovaným materiálom pre náhrobné kamene kvôli svojej odolnosti a dostupnosti.V moderných pamätníkoch je hlavnou surovinou žula.
Žula je magmatická hornina zložená predovšetkým z kremeňa, živca a plagioklasového živca s ďalšími malými kúskami minerálov primiešaných dovnútra. Žula môže byť biela, ružová, svetlosivá alebo tmavosivá.Táto hornina je vyrobená z magmy (roztaveného materiálu), ktorá sa pomaly ochladzuje.Ochladená magma sa odhaľuje posunmi v zemskej kôre a eróziou pôdy.
Dizajn
Existuje nespočetné množstvo spôsobov, ako prispôsobiť náhrobný kameň.Epitafy siahajú od citátov z Písma až po nejasné a vtipné výroky.Sprievodné sošky je možné vytesať do kameňa, umiestniť naň alebo vedľa neho.Veľkosť a tvar náhrobných kameňov sa tiež líši.Všeobecne platí, že všetky kamene sú strojovo leštené a vyrezávané, potom ručne jemne detailované.
Výroba
Proces
- Prvým krokom je výber typu (typicky mramor alebo žula) a farby kameňa.Potom sa žulový blok odreže zo skalného podložia.Existujú tri spôsoby, ako to urobiť.Prvým spôsobom je vŕtanie.Táto metóda využíva pneumatickú vŕtačku, ktorá vyvŕta vertikálne otvory vzdialené od seba 1 palec (2,54 cm) a 20 stôp (6,1 m) hlboko do žuly.Ťažiari potom používajú 4 palce (10,1 cm) dlhé oceľové bity, ktoré majú oceľové zuby na odrezanie jadra horniny.
Jet piercing je oveľa rýchlejší ako vŕtanie, asi sedemkrát.Pri tejto metóde je možné vydolovať 16 stôp (4,9 m) za jednu hodinu.Proces využíva raketový motor s dutým oceľovým hriadeľom na vytlačenie zmesi stlačeného uhľovodíkového paliva a vzduchu vo forme plameňa s teplotou 2 800 °F (1 537,8 °C).Tento plameň je päťnásobkom rýchlosti zvuku a zareže do žuly 4 palce (10,2 cm).
Tretí spôsob je najúčinnejší, tichší a neprodukuje takmer žiadny odpad.Piercing vodným lúčom využíva tlak vody na rezanie žuly.Existujú dva systémy prepichovania vodným lúčom, nízkotlakový a vysokotlakový.Obidva vydávajú dva prúdy vody, ale prúdy nízkotlakového systému sú pod 1 400-1 800 psi a vysokotlakové prúdy sú pod 40 000 psi.Voda z trysiek sa opätovne používa a metóda minimalizuje chyby a plytvanie materiálom.
- Ďalším krokom je odstránenie bloku z lôžka lomu.Pracovníci vezmú veľké pneumatické vŕtačky zakončené 1,5 – 1,88 palca (3,81 – 4,78 cm) oceľovými hrotmi zakončenými karbidom a vŕtajú vodorovne do bloku žuly.Do otvorov potom umiestnia trhacie nálože zabalené v papieri.Akonáhle sú náboje nastavené, blok sa odtrhne od zvyšku skaly.
- Žulové bloky sú zvyčajne približne 3 stopy (0,9 m) široké, 3 stopy (0,9 m) vysoké a 10 stôp (3 m) dlhé a vážia približne 20 250 lb (9 185 kg).Pracovníci buď omotajú kábel okolo bloku, alebo navŕtajú háky do oboch koncov a pripevnia kábel k háčikom.Oboma spôsobmi je kábel pripevnený k veľkému žeriavu, ktorý zdvíha žulový blok nahor a na valník, ktorý ho prepravuje k výrobcovi náhrobných kameňov.Lomy majú tendenciu byť nezávisle vlastnené a predávajú žulu výrobcom, ale existujú aj väčšie spoločnosti, ktoré vlastnia lomy.
- Po príchode do výrobného domu sa žulové dosky vyložia na dopravný pás, kde sa rozrežú na menšie dosky.Dosky majú všeobecne hrúbku 6, 8, 10 alebo 12 palcov (15,2, 20,3, 25 a 30,4 cm).Tento krok sa vykonáva pomocou rotačnej diamantovej píly.Píla je vybavená diamantovým kotúčom z masívnej ocele s dĺžkou 5 stôp (1,5 m) alebo 11,6 stôp (3,54 m).Kotúč má zvyčajne približne 140-160 priemyselných diamantových segmentov a má schopnosť rezať v priemere 23-25 stôp2(2,1-2,3 m2) hodina.
- Rezané dosky prechádzajú pod rôznym počtom rotujúcich hláv (zvyčajne osem až 13) s rôznymi úrovňami usporiadania zrna
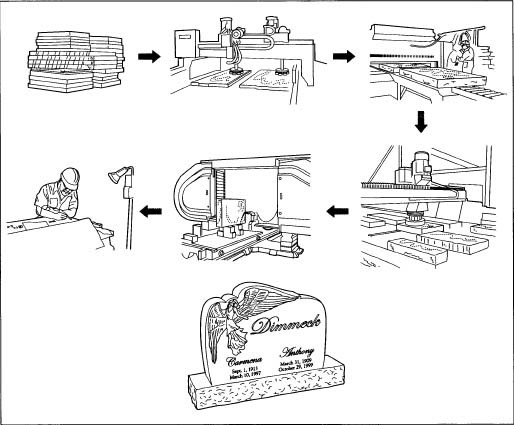
Výroba náhrobného kameňa.
od najabrazívnejších po najmenej.Prvých pár hláv má drsnú diamantovú zrnitosť, stredné hlavy sú na honovanie a posledných pár hláv je vybavených plstenými tlmiacimi podložkami.Na týchto podložkách je voda a prášok z oxidu hliníka alebo cínu, aby sa kameň vyleštil na hladký, lesklý povrch.
- Vyleštená doska sa potom posúva po dopravníkovom páse k hydraulickému kladivu.Lamač je vybavený karbidovými zubami, ktoré vyvíjajú hydraulický tlak takmer 5 000 psi na žulovú dosku, čím vytvárajú vertikálny rez kameňom.
- Brúsený kameň sa potom vytvaruje do vhodného tvaru.Robí sa to buď ručne dlátom a kladivom, alebo presnejšie viackotúčovou diamantovou pílou.Tento stroj môže byť nastavený tak, aby udržal až 30 čepelí, ale zvyčajne je zaťažený iba ôsmimi alebo deviatimi.Táto diamantová píla s viacerými čepeľami je vybavená deviatimi kotúčmi a dokáže rezať 27 stôp2(2,5 m2) hodina.
- Potom sa povrchy kameňa opäť vyleštia.Vo vysoko automatizovanom procese je možné naraz vyleštiť 64 kusov.
- Vertikálne hrany sú leštené automatizovaným leštiacim strojom, podobne ako povrchová leštička.Tento stroj si vyberie najdrsnejšiu zrnitú hlavu a opracuje ju cez zvislé okraje kameňa.Stroj potom prechádza cez ostatné zrná, kým nie sú okraje hladké.
- Radiálne hrany sú brúsené a leštené súčasne pomocou dvoch diamantových brúsnych bubnov.Jeden má diamant s drsnou zrnitosťou a druhý má jemnejšiu zrnitosť.Radiálne hrany kameňa sú následne vyleštené.
- Ak sú potrebné zložité tvary kameňa, leštený kameň sa presunie na diamantovú drôtovú pílu.Operátor nastaví pílu a spustí proces, ktorý pomocou počítačového softvéru vyleptá tvary do náhrobného kameňa.Akékoľvek jemné leptanie alebo detaily sú dokončené ručne.
- Náhrobný kameň je potom pripravený na konečnú úpravu.Rock Pitching znamená ručné opracovanie vonkajších hrán kameňa, čím sa získa presnejší, osobný tvar.
- Teraz, keď je náhrobok vyleštený do O a tvarovaný, je čas na gravírovanie.Vo všeobecnosti sa používa pieskovanie.Na náhrobný kameň sa nanesie tekuté lepidlo.Na lepidlo sa nanesie gumená šablóna a potom sa pokryje rozložením dizajnu s uhlíkovým podkladom.Karbón prenáša dizajn pripravený kresličom na gumenú šablónu.Pracovník potom vyreže písmená a dizajnové prvky, ktoré sú na kameni požadované, a vystaví ich pieskovaniu.Pieskovanie sa vykonáva ručne alebo automaticky.Každá metóda sa vykonáva v uzavretom priestore kvôli nebezpečenstvu procesu.Robotník je celý zakrytý, aby bol chránený pred zrnkami odrážajúcimi sa od kameňa.Brusivo na rezanie sa pôsobí silou 100 psi.Zberače prachu zbierajú a ukladajú prach na opätovné použitie.
- Kameň sa potom nastrieka vysokotlakovou parou, aby sa zbavil všetkých zvyškov šablóny alebo lepidla.Je opäť vyleštený a dôkladne skontrolovaný, potom zabalený do celofánu alebo silného papiera na ochranu povrchu.Balík sa vloží do prepraviek a odošle sa zákazníkovi alebo riaditeľovi pohrebníctva.
Kontrola kvality
Kontrola kvality je prísne presadzovaná počas celého výrobného procesu.Každá doska z hrubej žuly sa kontroluje na konzistenciu farieb.Po každom kroku leštenia sa hlavový kameň skontroluje na chyby.Pri prvom náznaku triesky alebo poškriabania sa kameň vyberie z linky.
Vedľajšie produkty/Odpad
V závislosti od procesu rezania použitého v lome sa odpad líši.Vŕtanie je najmenej presný spôsob ťažby, čím vzniká najviac odpadu.Metóda vodného prúdu produkuje najmenšie množstvo hluku a prachu.Je tiež palivovo úspornejší ako iné procesy a umožňuje recykláciu vody.Pri pieskovaní je tiež malý odpad, pretože častice piesku sa tiež zbierajú a znovu používajú.Všetky chybné žulové kamene z výroby sa vo všeobecnosti predávajú iným výrobným spoločnostiam alebo sa vyvážajú do zámoria.Ostatné nekvalitné kamene sú vyradené.
Budúcnosť
Existuje mnoho nových techník, ktoré využívajú inovatívny softvér na leptanie vzorov na náhrobné kamene.Laserové leptanie je pripravovaný vývoj, ktorý umožňuje umiestniť obrázky a zložitejšie vzory na náhrobný kameň pomocou laserového lúča.Teplo z laseru vyvrhne kryštály na povrch žuly, čo vedie k vyvýšenému leptaniu svetlej farby.
Vyčerpanie žuly sa v blízkej budúcnosti nedá predvídať.Ako sa lomy ťažia, vznikajú nové zdroje.Existuje mnoho predpisov, ktoré obmedzujú množstvo žuly, ktoré je možné vyviezť naraz.Faktory, ktoré môžu obmedziť výrobu náhrobných kameňov, sú aj alternatívne spôsoby likvidácie mŕtvych.
Čas odoslania: Jan-05-2021